Definisi Ladder Diagram dalam PLC beserta Contohnya
Ladder Diagram adalah bahasa pemrograman dalam PLC dengan skema khusus yang sering digunakan untuk mendokumentasikan sistem logika kontrol di lingkungan industri. Lalu PLC sendiri adalah kependekan dari programmable logic controller yang terbangun atas beberapa bahasa pemrograman standar, salah satunya bahasa pemrograman Ladder Diagram. Ada beberapa perusahaan yang memproduksi PLC, yaitu PLC Delta, PLC Omron, PLC Mitsubishi, dan masih banyak lagi.
Bahasa pemrograman paling populer di dunia internasional adalah Ladder Diagram (LD) yang saat ini akan kita bahas. Artikel ini akan memberikan pemahaman mendalam tentang definisi, keunggulan, serta cara membaca data dan simbol pada Ladder Diagram. Dengan mempelajari semua aspek ini, Anda akan mendapatkan gambaran yang lebih jelas mengenai bagaimana Ladder Diagram berfungsi dalam PLC dan mengapa bahasa pemrograman ini menempati posisi primadona dalam industri.
Apa itu Ladder Diagram?
Jadi, apa sebenarnya Ladder Diagram? Ladder Diagram merupakan bahasa tertua dari PLC. Bahasa pemrograman ini memiliki penyebutan lain, yakni ladder logic. Dalam bahasa Indonesia, disebut juga sebagai diagram tangga. Anda bisa mempelajari bahasa ini lebih detail pada artikel Apa itu PLC dan Bagaimana Cara Kerja PLC? berikut.
LD dapat ditemukan pada kabel listrik sebagai kontrol logika. Dalam LD ada yang disebut dengan rung serta branch. Rung merupakan garis horizontal pada LD, sementara garis vertikal memiliki fungsi untuk menunjukan aliran atau catu daya.
Sementara yang disebut sebagai branch adalah cabang, dimana branch ini terdiri atas 3 jenis, diantaranya cabang seri, cabang paralel, dan nest branch. Cabang seri memiliki struktur yang lebih sederhana dari parallel, sementara parallel lebih sederhana dari nest branch.
Contoh input dan output
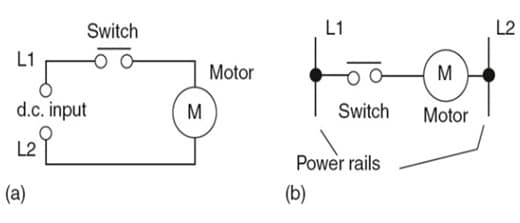
Dalam PLC Ladder Diagram, peranan input dan juga output bisa dikatakan sebagai kunci keseluruhan. Untuk input, acuannya pada saklar atau dikenal juga sebagai push button. Kemudian bagian output mengacu pada lamp, load, dan disebut juga sebagai coil.
Semuanya memegang peranan penting dalam pemrograman. Pada bagian input, ada dua hal yang harus dipahami, yakni NO atau normally open dan NC atau normally close. Normally open pada input akan mengeluarkan sesuatu pada output. Tidak demikian dengan NC.
Jika normally close pada input yang bertindak maka tidak akan didapati suatu apa pun pada output. Hal tidak kalah penting lainnya dari PLC adalah pemberian alamat atau addressing. Perlu diketahui bahwa terdapat alamat yang berbeda pada setiap merk PLC yang juga berbeda.
Contoh, untuk alamat merk ABB ditemui alamatnya, yaitu I0, I1, I2 … dan seterusnya. Itu untuk input, jika untuk output maka ditemui alamatnya Q0, Q1, Q2 … dan seterusnya. Lain lagi untuk alamat pada merk Siemens.
Untuk input ditandai dengan IO dan untuk output ditandai dengan QO. Sementara untuk Delta dan Mitsubishi, alamat untuk input dan output yang digunakan juga berbeda. Keduanya menggunakan simbol X untuk input dan menggunakan simbol Y untuk output.
Keunggulan Ladder Diagram
Dari sekian banyak bahasa pemrograman, apa kira-kira keunggulan dari Ladder Diagram dari PLC ini? Banyak, diantaranya dapat Anda simak dari poin pembahasan di bawah ini:
1. Sederhana
LD memiliki konstruksi logika yang sama sekali tidak rumit sehingga mudah dipahami. Dibandingkan dengan pengontrol rangkaian elektronik, LD mudah dipelajari sekalipun oleh pemula di bidangnya. Kesederhanaan ini yang membuat LD populer.
2. Mudah dibaca
Program LD memiliki struktur sederhana sehingga mudah dipelajari dan juga mudah untuk dibaca. Kelebihan ini menjadi modal untuk mempermudah berbagai urusan lanjutan ke depannya yang berpengaruh pada jangka waktu panjang.
3. Fungsi simbol
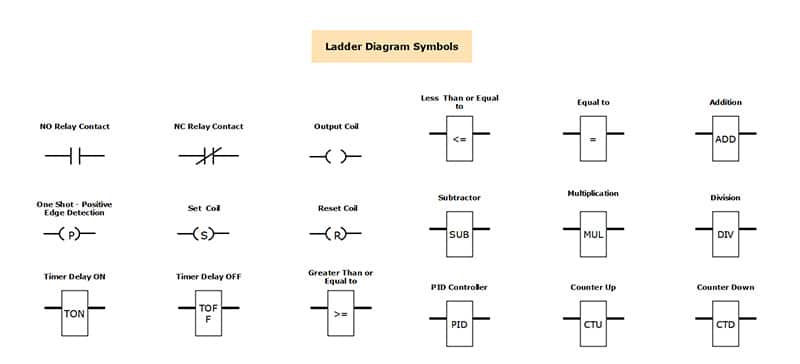
Dalam Diagram Ladder ini setiap simbol memiliki fungsi tertentu. Jadi, jika ingin mempelajari dan memahami lebih dalam mengenai bahasa pemrograman tersebut tidak bisa ada satu atau beberapa simbol yang luput dari pemahaman karena semuanya utuh.
4. Representasi yang baik
LD memiliki keunggulan dengan representasi yang baik dan mudah dipahami oleh logika diskrit. Dampaknya penggunaan LD ini dapat lebih efisien untuk memecahkan permasalahan.
Kekurangan Ladder Diagram
Meskipun LD memiliki banyak kelebihan, tetapi juga memiliki beberapa kekurangan yang perlu diperhatikan. Berikut adalah empat kekurangan utama PLC Ladder Diagram:
1. Kompleksitas pengembangan
PLC Ladder Diagram meskipun intuitif untuk memahami dan diimplementasikan oleh teknisi dan insinyur, dapat menjadi kompleks saat program menjadi besar dan rumit. Struktur diagram tangga dapat menjadi sulit untuk dipelihara dan dimodifikasi jika sistem atau proses yang dikendalikan memiliki logika yang sangat kompleks.
2. Keterbatasan ekspresi logika
LD tidak selalu merupakan pilihan terbaik untuk mengekspresikan logika yang kompleks atau pemrosesan data yang rumit. Bahasa pemrograman lain seperti Structured Text (ST) atau Function Block Diagram (FBD) mungkin lebih sesuai untuk tugas-tugas tertentu yang memerlukan manipulasi data yang rumit.
3. Keterbatasan dalam representasi pengaturan waktu
PLC Ladder Diagram cenderung kurang cocok untuk merepresentasikan dan mengelola tugas-tugas yang berkaitan dengan waktu atau pengaturan waktu. Jika suatu sistem memerlukan kontrol waktu yang ketat atau fungsi-fungsi yang terkait dengan waktu, pemrogram mungkin perlu mencari solusi tambahan atau mempertimbangkan penggunaan bahasa pemrograman lain yang lebih sesuai.
4. Kesulitan analisis dan debugging
Pada program yang kompleks, analisis dan debugging di dalamnya dapat menjadi lebih sulit dibandingkan dengan beberapa bahasa pemrograman lainnya. Keterbatasan fitur debugging dan visualisasi pada beberapa perangkat PLC dapat membuat proses identifikasi dan perbaikan kesalahan menjadi lebih rumit.
Cara membaca data dan simbol
Dalam dunia pemrograman PLC, terdapat beberapa pilar fundamental yang wajib untuk dipahami secara mendalam. Beberapa poin penting ini mencakup:
1. Rung (jalur)

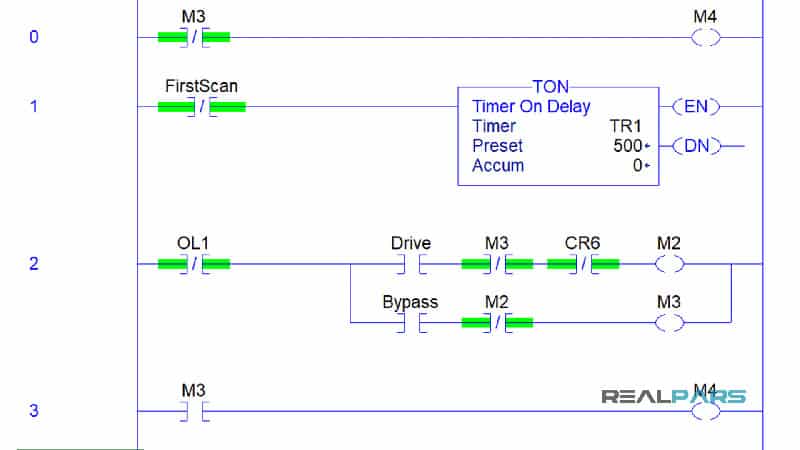
Rung adalah konsep penting dalam PLC Ladder Diagram. Secara esensial, rung merupakan garis horizontal pada diagram ini. Dalam setiap proyek pemrograman PLC, Anda dapat memasukkan sejumlah rung yang diperlukan sesuai dengan kompleksitas proyek yang sedang Anda kerjakan. Rung merupakan tempat dimana instruksi-instruksi akan diatur dan dieksekusi.
2. Branch (cabang)
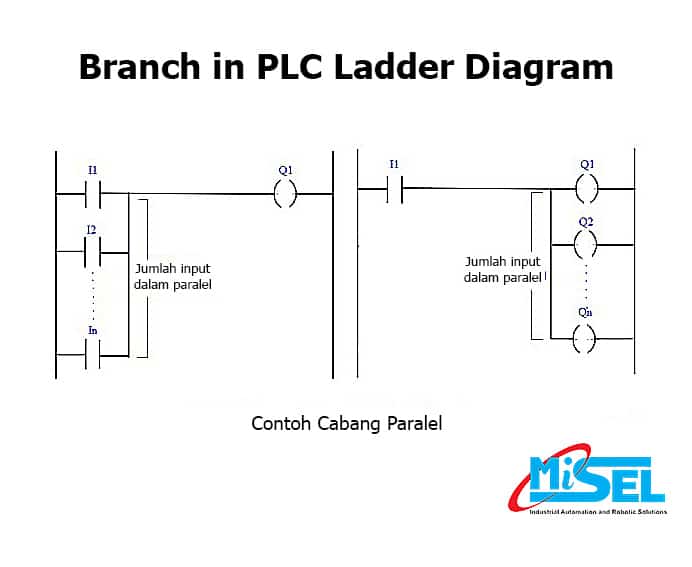
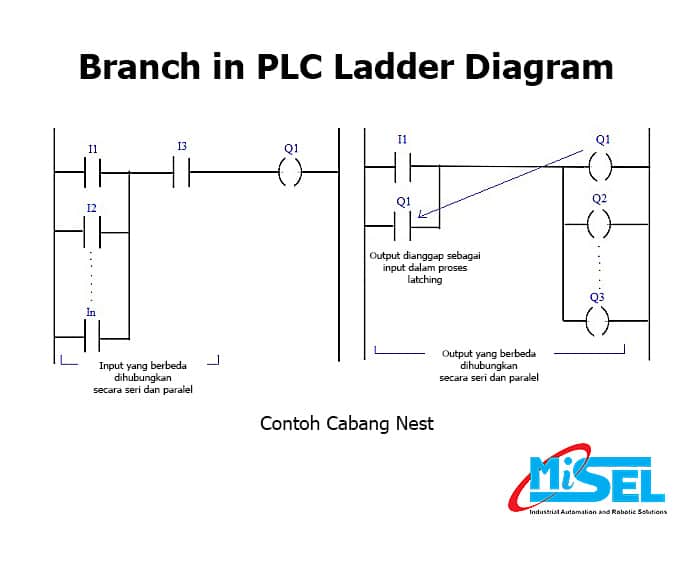
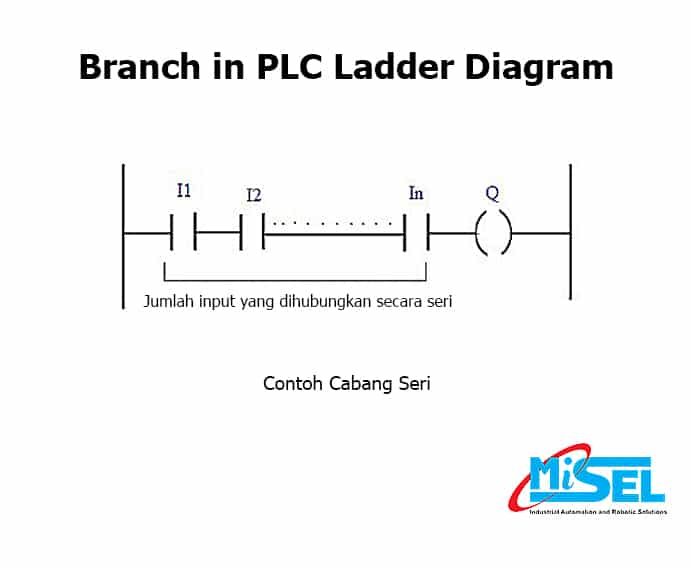
Pada Ladder Diagram, Anda juga akan berurusan dengan konsep cabang atau branch. Cabang mengacu pada hubungan antara rung yang satu dengan rung lainnya. Pengaturan yang tepat dari cabang ini akan menentukan bagaimana informasi dan instruksi mengalir melalui diagram untuk menghasilkan hasil yang diinginkan. Cabang terdiri dari cabang seri, paralel dan cabang nest.
3. Input dan output untuk pemrograman PLC
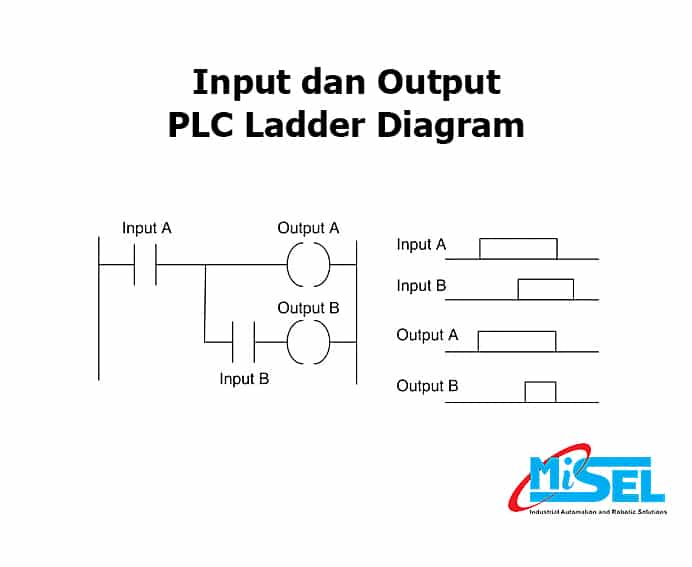
Salah satu poin paling mendasar dalam Ladder Diagram adalah masukan (input) dan keluaran (output). Input adalah sinyal-sinyal yang diterima oleh PLC dari sensor-sensor atau perangkat eksternal lainnya. Sementara itu, keluaran (output) adalah respons atau hasil dari pemrosesan yang dilakukan oleh PLC. Pemahaman yang baik mengenai bagaimana input dan output ini bekerja sangatlah penting dalam pengembangan program PLC yang efektif.
4. Addressing input dan output
Dalam pemrograman PLC, penggunaan alamat input dan output adalah prinsip yang penting. Namun, perlu dicatat bahwa tiap merek PLC memiliki format yang berbeda untuk alamat tersebut. Berikut adalah beberapa contoh penggunaan alamat input dan output pada beberapa merek PLC terkemuka:
A. PLC Omron
Pada PLC Omron, format alamat input dan output digunakan sebagai berikut:
Alamat Input: I:0.00, I:0.01, I:0.02, I:0.03, …, I:1.00.
Alamat Output: Q:100.00, Q:100.01, I:100.02, I:100.03, …, Q:101.00.
B. PLC ABB
Format yang digunakan untuk alamat input dan output dalam PLC ABB adalah sebagai berikut:
Alamat Input: I0, I1, I2, …, In.
Alamat Output: Q0, Q1, Q2, Q3, …, Qn.
C. PLC Siemens
Pada PLC Siemens, format alamat input dan output memiliki penjelasan sebagai berikut:
Alamat Input: "Jenis file Nomor Byte. Nomor Bit".
Alamat Output: "Jenis file Nomor Byte. Nomor Bit".
Perlu diperhatikan bahwa pada PLC Siemens, alamat I/O terkait byte dan bit memerlukan pemahaman yang lebih mendalam, dan ini sering diajarkan dalam kursus PLC Fundamental.
D. PLC Delta & PLC Mitsubishi
Baik pada PLC Delta maupun Mitsubishi, alamat fungsi untuk input, output, dan memori memiliki kesamaan. Format yang digunakan adalah:
Alamat Input: X0, X1, X2, X3, …, Xn.
Alamat Output: Y0, Y1, Y2, Y3, …, Yn.
Harap diperhatikan bahwa penggunaan alamat input dan output ini memiliki perbedaan format tergantung pada merek PLC yang digunakan. Mengetahui format yang tepat adalah langkah penting dalam merancang program PLC yang efektif dan akurat
5. Instruksi
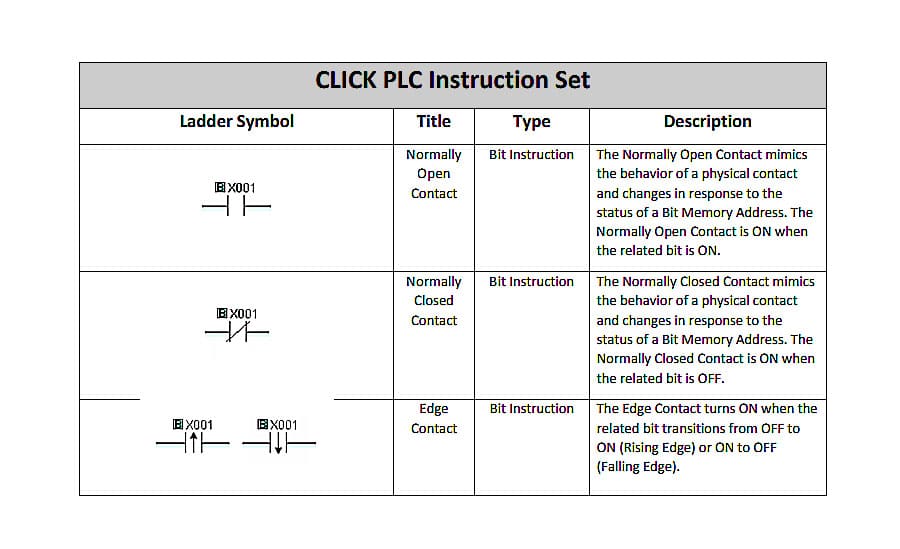
Instruksi-instruksi adalah inti dari setiap Ladder Diagram. Ini adalah perintah-perintah yang memberi tahu PLC apa yang harus dilakukan berdasarkan pada kondisi masukan dan logika yang telah diatur. Pemahaman yang kuat terhadap berbagai instruksi yang tersedia, seperti instruksi logika, aritmatika, perbandingan, dan sejenisnya, adalah penting untuk menciptakan program yang efisien dan akurat.
Kapan harus menggunakan Ladder Diagram?
Pemilihan PLC dengan bahasa pemrograman Ladder Diagram (LD) menjadi tepat ketika menghadapi aplikasi kontrol otomatisasi yang lebih bersifat listrik dan logika sederhana. Ladder Diagram memberikan representasi visual yang mirip dengan diagram rangkaian listrik, membuatnya mudah dipahami oleh teknisi dan insinyur yang memiliki latar belakang dalam bidang listrik. Situasi di mana PLC Ladder Diagram menjadi pilihan yang tepat termasuk kontrol sekuensial dan proses diskrit, seperti pengendalian mesin produksi atau sistem konveyor.
Kelebihan utama PLC Ladder Diagram adalah kemampuannya untuk merepresentasikan logika kontrol secara visual yang sangat bermanfaat dalam pemeliharaan dan perawatan. Dengan tampilan yang intuitif, teknisi dapat dengan cepat mengidentifikasi dan memahami operasi kontrol tanpa harus membaca kode pemrograman yang rumit.
Selain itu, penggunaanya seringkali dipertimbangkan saat retrofitting atau menggantikan sistem kontrol klasik yang telah menggunakan logika tangga atau relay. Ini memudahkan integrasi dengan sistem-sistem lama dan memanfaatkan keahlian yang sudah dimiliki oleh tim pemrograman dalam domain listrik.
Pemilihan PLC ini juga cocok dalam situasi di mana tim pemrograman memiliki latar belakang yang lebih kuat dalam logika listrik daripada dalam bahasa pemrograman yang lebih abstrak. Pilihan ini dapat mempercepat pengembangan program dan meminimalkan waktu yang diperlukan untuk pelatihan pemrograman.
Berbagai keunggulan di atas bisa menjadi alasan kenapa PLC Ladder Diagram menjadi bahasa pemrograman tertua dan terpopuler. Termasuk di Indonesia, tidak sedikit negara-negara di dunia yang turut menggunakan Ladder Diagram. Menelisik keunggulannya memang menguntungkan.
Penjelasan berupa teks mungkin belum bisa menggambarkan jelas mengenai PLC Ladder Diagram yang sesungguhnya. Untuk penggambaran lebih detail, Anda bisa mengilustrasikan ke dalam gambar dari beberapa contohnya pada beberapa merek di atas.
Rekomendasi Distributor PLC Terbaik
Setelah mengenal definisi PLC ladder diagram, langkah selanjutnya adalah memastikan bahwa Anda memperoleh produk berkualitas tinggi dari distributor terpercaya. PT. Mitrainti Sejahtera Eletrindo menawarkan berbagai solusi PLC yang dapat diandalkan untuk kebutuhan industri Anda. Jangan lewatkan kesempatan untuk meningkatkan efisiensi dan produktivitas dengan menghubungi kami hari ini!
ADDRESS
Ruko Pengampon Square Blok D-31
Jl. Semut Baru, Kel. Bongkaran, Kec. Pabean Cantian Surabaya – Jawa Timur
PHONE
WhatsApp: +628170006907
T. (031) 355 1715
F. (031) 355 3995
EMAIL: [email protected]
YOUTUBE: Youtube Misel
Related Blog
- Apa itu PLC dan Bagaimana Cara Kerja PLC?
- Definisi Ladder Diagram dalam PLC beserta Contohnya
- Komponen-komponen PLC dan Kegunaannya
- Jenis-jenis PLC dan Fungsinya
- Perbedaan Antara SCADA dan PLC
- Bagaimana Cara Kerja PLC Bersama dengan VFC?
- Bagaimana PLC Terhubung ke SCADA?
- Apakah PLC Dapat Digunakan Sebagai RTU di Sistem SCADA?
- Penggunaan PLC dalam Sistem Otomasi Industri
- Apa Itu PLC Atau Sistem Tanam Terbaik Beserta Keunggulannya
- Apa Arti Penskalaan Pada PLC
- Bagaimana Kita Bisa Mengontrol PLC Melalui Suara?
- Apa Kode Sumber untuk DCS dan PLC?
- Bagaimana Cara Membandingkan Nilai Bit Tunggal di PLC
- Manfaat PLC dalam Dunia Industri
- PLC Mana yang Paling Umum Digunakan?
- Ketahui Cara Kerja Encoder, Fungsi hingga Jenisnya di sini
- Buruan Ganti PLC, Karena PLC CJ1 OMRON Dikabarkan Stop Produksi
- Apa Itu PLC Omron? Berikut Fitur dan Fungsinya
- Panduan Praktis Penggunaan Timer PLC: Teori dan Tipsnya
- Counter PLC: Panduan Lengkap tentang Cara Kerja dan Jenis-Jenisnya
- Memahami dan Mengoptimalkan Pemrograman Timer PLC Omron
- Mengenal Berbagai Jenis Timer yang Sering Digunakan dalam PLC untuk Performa Optimal
- Memanfaatkan PLC Omron dalam Merancang Smart Home
- Mengenal Berbagai Fungsi Timer dalam PLC
- Memahami Batas Maksimal Nilai Set Value (SV) Timer pada PLC
- PLC Programming FAQs
- Huceen: Solusi Alternatif 100% Kompatibel Pengganti Siemens untuk Otomasi Industri
- Cara Kerja Huceen sebagai Pengganti Siemens S7-1200 & S7-300 Tanpa Perlu Reprogramming
- Alasan Mengapa Huceen Lebih Hemat dan Efisien Dibanding Siemens
- Daftar Produk Huceen yang Kompatibel dengan Siemens: Dari PLC hingga Servo Drive
- Review PLC Huceen: Performa, Kompatibilitas, dan Efisiensi untuk Sistem Otomasi Industri
- Kapan Harus Memilih Huceen Dibanding Fatek untuk Sistem Otomasi Anda?
- Perbandingan Mendalam: PLC Huceen vs. PLC Siemens, Mana yang Lebih Efisien?
- 6 Keuntungan Membeli PLC Huceen dari Distributor Resmi di Indonesia
- Apakah Huceen Cocok untuk Industri Makanan dan Minuman?
- Perbandingan PLC Huceen vs PLC Konvensional: Mana yang Lebih Unggul?
- Mesin Lama Masih Layak Pakai Tapi Spare Part Sulit Dicari? Ini Strategi Replacement Tanpa Downtime Panjang